- A+
熟悉故障诊断的方法、数控系统软件系统结构、故障形式和软件故障可能形成的原因,可以对不同的故障现象加以灵活应用与综合分析,逐步缩小故障范围,达到排除故障目的。
1、故障诊断的方法
对于数控机床发生的大多数故障,总体上说可采用下述几种方法来进行故障诊断
(1)直观法
(2)系统自诊断法
充分利用数控系统的自诊断功能,根据CRT上显示的报警信息及各模块上的发光二极管等器件的指示,可判断出故障的大致起因。进一步利用系统的自诊断功能.还能显示系统与各部分之间的接口信号状态,找出故障的大致部位.它是故障诊断过程中最常用、有效的方法之一。
(3)参数检查法
(4)功能测试法
(5)部件交换法
所谓部件交换法,就是在故障范围大致确认,并在确认外部条件完全正确的情况下.利用同样的印制电路板、模块、集成电路芯片或元器件替换有疑点的部分的方法。部件交换法是一种简单,易行、可靠的方法,也是维修过程中最常用的故障判别方法之一。
这些操作步骤应严格按照系统的操作说明书、维修说明书进行。
(6)测量比较法
(7)原理分析法
各种检查方法各有特点,维修人员可以根据不同的故障现象加以灵活应用,以便对故障进行综合分析,逐步缩小故障范围,排除故障。总结起来就是问、看、听、摸4个字
2、故障形式
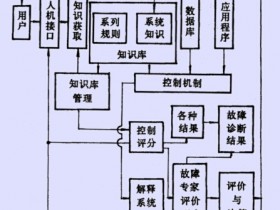
(1)数控系统软件故障诊断与维修
数控系统软件由管理软件和控制软件组成。管理软件包括I/O处理软件、显示软件、诊断软件等。控制软件包括译码软件、刀具补偿软件、速度处理软件、插补计算软件、位置控制软件等。数控系统的软件结构和数控系统的硬件结构两者相互配合,共同完成数控系统的具体功能。早期的数控装置的数控功能全部由硬件实现,而现在的数控装置的数控功能则由软件和硬件共同完成。
目前数控系统的软件一般有两种结构:前后台型结构和中断型结构。所谓前后台型结构,是指在一个定时采样周期中,前台任务开销一部分时间,后台任务开销剩余部分的时间,共同完成数控加工任务。前台任务由中断服务程序完成,现以某系统为例说明系统软件的配置。此系统软件包括以下三部分:
(1)控系统的生产厂家研制的启动芯片、基本系统程序、加工循环、测量循环等;
(2)由机床厂家编制的针对具体机床所用的数控机床数据、PLC机床程序、PLC用户数据、PLC报警文本等组成;
(3)由机床用户编制的加工主程序、加工子程序、刀具补偿参数、零点偏置参数R参数等组成。数控系统软件组成见表8.1.1。
软件故障一般由软件中文件的变化或丢失而造成。机床软件一般存储在RAM中,软件故障可能形成的原因如下:
(1)误操作:在调试用户程序或者修改参数时,操作者删除或更改了软件内容,从而造成了软件故障。
(2)供电电池电压不足:为RAM供电的电池或电池电路短路或断路、接触不良等都会造成RAM得不到维持电压,从而使系统丢失软件及参数。
(3)干扰信号:有时电源的波动或干扰脉冲会串人数控系统总线,引起时序错误或使数控装置停止运行。
(4)软件死循环:运行比较复杂程序或进行大量计算时,有时会造成系统死循环,引起系统中断,造成软件故障。
(5)系统内存不足:在系统进行大量计算时,或者是误操作,引起系统的内存不足,从而引起系统的死机。
(6)软件的溢出:调试程序时,调试者修改参数不合理,或进行了大量错误的操作,引起了软件的溢出。
- 营销微信
- 报单询价扫一扫
-

- 技术微信
- 技术问题扫一扫
-