- A+
所属分类:欧姆龙PLC
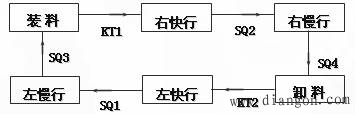
一、局部设计——送料小车的工作
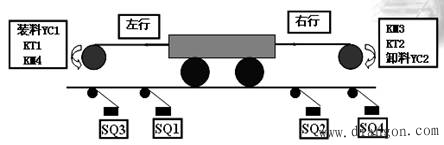
1.循环过程:
① 小车处于最左端,装料电磁阀YC1得电,延时20秒;
② 装料结束,接触器KM3、KM5得电,向右快行;
③ 碰到限位开关SQ2,KM5失电,小车慢行;
④ 碰到SQ4,KM3失电小车停,电磁阀YC2得电卸料开始,延时15秒;
⑤ 卸料结束后,接触器KM4、KM5得电 ,小车向左快行;
⑥ 碰到限位开关SQ1,KM5失电,小车慢行;
⑦ 碰到SQ3,KM4失电,小车停,装料开始……如此周而复始。
⑧ 整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态
2.确定相邻状态的转换条件
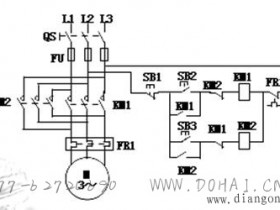
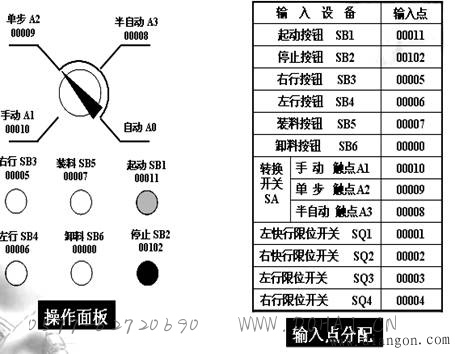
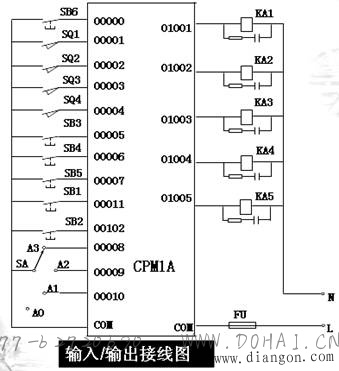
3.对输入、输出设备按PLC的输入/输出点进行分配

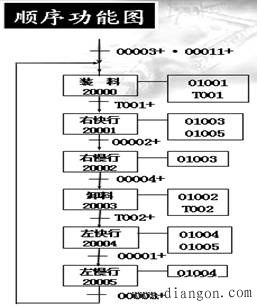
4.画出状态表或顺序功能图

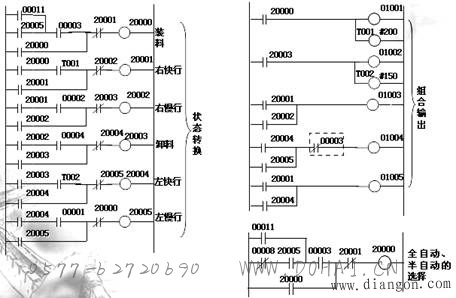
5.编写梯形图 (使用基本指令编写的梯形图)
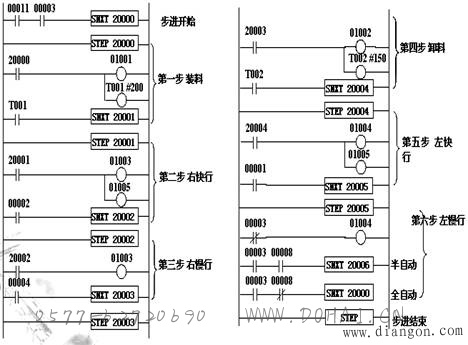
5.编写梯形图 (使用步进指令编写的梯形图)
5.编写梯形图 (使用移位指令编写的梯形图)
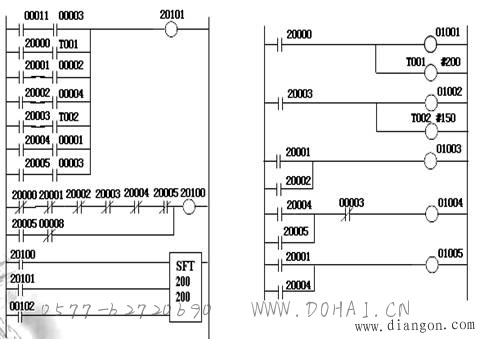
▲比较 :
① 用基本指令编写的梯形图较长,但灵活性好,可用来编制较复杂的梯形图。
② 用移位指令编写的梯形图,关键是要处理好移位脉冲的产生。
③ 用步进指令编写的梯形图最为直观,和顺序功能图有很好对应关系,可直接从顺序功能图得到梯形图。
④ 也可以用置位、复位指令编写。
二、综合设计
工作方式:全自动、半自动、单步、手动等。

- 营销微信
- 报单询价扫一扫
-

- 技术微信
- 技术问题扫一扫
-