- A+
三菱FX-20P-E 型简易手持编程器( Handy Programming Panel , HPP )是可编程控制器重要的外部设备,它不但可以为可编程控制器写入程序,还可以用来监视可编程控制器的工作状态。
一、HPP 操作面板和功能
1. FX-20P-E 型编程器的操作面板
FX-20P-E 型编程器的面板如下图所示。面板的上方是一个 4 × 16 的液晶显示器。它的下面是 5 × 7 的按键盘,最上面一行和最右边一列为 11 个功能键,其余 24 个键是指令键和数字键。
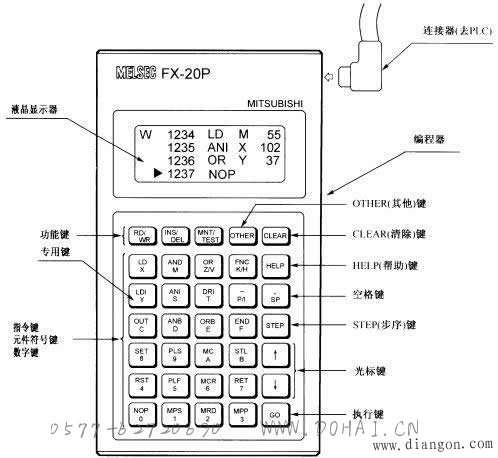
图 FX-20P-E 型编程器的面板示意图
( 1 )功能键
11 个功能键在编程时的功能简述如下:
①【 RD/WR 】:读出 / 写入;【 INS/DEL 】:插入 / 删除;【 MNT/TEST 】:监视 / 测试。以上 3 个功能键交替起作用,按一次时选择第一个功能,再按一次选择第二个功能,编程器当时的工作状态显示在液晶显示屏的左上角。
②其它键【 OTHER 】:在任何状态下按此键,立即进入工作方式的选择。
③清除键【 CLEAR 】:如在按【 GO 】键前(即确认前)按此键,则清除键入的数据。另外,此键也可用于清除显示屏上的出错信息或恢复原来的画面。
④帮助键【 HELP 】:按下【 FNC 】键后按【 HELP 】键,显示应用指令一览表,再按下相应的数字键,就会显示出该类指令的全部指令名称。在监视方式下按该键时,进行十进制数和十六进制数的转换。
⑤空格键【 SP 】:在输入多参数的指令时,用此键指定元件号或常数。在监视工作方式下,若要监视位编程元件,先按下【 SP 】键,再输入该编程元件的元件号。
⑥步序键【 STEP 】:若需要显示某步的指令,可用此键设定步序号。
⑦光标键【↑】、【↓】:用此键移动光标和提示符,指定当前元件的前一个或后一个元件,作行滚动。
⑧执行键【 GO 】:此键用于指令的确认、执行,显示后面的画面(滚动)和再搜索。
( 2 )指令键、元件符号键和数字键
指令键、元件符号键、数字键均为双功能键,上部为指令助记符,下部为元件符号或数字,上、下部的功能根据当前所执行的操作自动进行切换。下部的元件符号【 Z/V 】、【 K/H 】、【 P/I 】交替起作用。
( 3 )液晶显示器
在编程时,液晶显示器的画面组成如下:
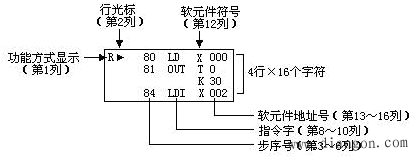
液晶显示屏可显示 4 行,每行 16 个字符,第一行第一列的字符代表编程器的工作方式。其中:
R ( Read ):读出程序;
W ( Write ):写入程序;I ( Insert ):将程序插入光标“ ![]() ”所指的指令前;
”所指的指令前;
D ( Delete ):删除光标“ ![]() ”所指的指令;
”所指的指令;
M ( Monitor ):监测工作状态,可以监视位编程元件的 ON/OFF 状态和字编程元件内的数据,还可以对基本逻辑指令的通断状态进行监视;
T ( Test ):测试工作状态,可以对位编程元件的状态以及定时器和计数器的线圈强制 ON 或强制 OFF ,也可以对字编程元件内的数据进行修改。
2. HPP 的操作过程
( 1 )操作准备
用 HPP 带的电缆 FX-20P-CAB0 连接 HPP 和 PLC 。
( 2 )方式选择
用 HPP 的键操作进行联机 / 脱机方式和功能的选择。
( 3 )编程
将 PLC 内部用户程序存储器的程序全部清除,然后用编程器的编辑功能进行编程。
( 4 )监视
监视写入的程序是否正确,同时确认所指定元件的动作和控制状态。
( 5 )测试
对所指定元件进行强制 ON/OFF 和常数修改。
二、HPP 工作方式选择
1. HPP 工作方式选择
HPP 用于 FX 系列的 PLC ,它有在线( On Line ,或为联机)编程和离线(Off line ,或为脱机)编程两种工作方式。
按 OTHER 键,进入工作方式选择的操作,此时液晶屏幕显示的内容如下图所示。其中闪烁的符号“ ![]() ”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“
”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“ ![]() ”移动到选中的方式上,然后再按 【 GO 】键,就进入所选定的工作方式。
”移动到选中的方式上,然后再按 【 GO 】键,就进入所选定的工作方式。
|
图 在线工作方式选择 图 离线工作方式选择
在联机编程方式下,可供选择的工作方式共有以下 7 种:
( 1 ) OFFLINE MODE (脱机方式) 。
( 2 ) PROGRAM CHECK :程序检查。
( 3 ) DATA TRANSFER :数据传输。
( 4 ) PARAMETER :对 PLC 的用户存储器容量进行设置。
( 5 ) XYM..NO.CONV. :修改 X , Y , M 的元件号。
( 6 ) BUZZER LEVER :蜂鸣器的音量调解。
( 7 ) LATCH CLEAR :复位有断电保护功能的编程元件。
2. 用户程序存储器的初始化
在写入程序之前,一般需要将存储器中原有的内容全部清除,先按【 RD/WR 】键,使 HPP 处于 W (写)工作方式,接着按以下顺序操作:
【 NOP 】→【 A 】→【 GO 】→【 GO 】
◇联机编程方式
1. 程序读出
读出方式的根据是步序号、指令、指针和元件。
( 1 )根据步序号读出( PLC 既可以处于 RUN 状态也可以处于 STOP 状态)
先按【 RD/WR 】键,若要读出步序号为 60 的指令,应按如下图所示的方式操作。

图 根据步序号读出的基本操作
在上图中,键的表示方法为:
![]() 表示 【 ↑ 】或【 ↓ 】键;
表示 【 ↑ 】或【 ↓ 】键; ![]() 表示数次重复按 【 ↓ 】键。
表示数次重复按 【 ↓ 】键。
( 2 )根据指令读出( PLC 必须处于 STOP 状态)
PLC 的指令分为基本逻辑指令和应用指令两大类。基本逻辑指令的读出操作如下图所示。
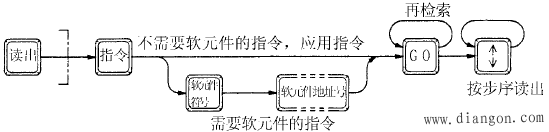
图 根据指令读出的基本操作
例【 8.1 】从 PLC 中读出并显示指定指令 PLS M104 。
应按以下的顺序操作:
![]()
例【 8.2 】读出数据传送指令( D ) MOV ( P ) D0 D4 。
MOV 指令的应用指令代码为 12 ,先按【 RD/WR 】键,使编程器处于 R (读)工作方式,然后按下列顺序操作:
![]()
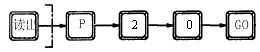
( 3 )根据指针读出指令( PLC 必须处于 STOP 状态)
基本操作如下图所示。

图 根据指针读出的基本操作
例【 8.3 】在 R 工作方式下读出 20 号指针的操作步骤如下:
( 4 )根据元件读出 ( PLC 必须处于 STOP 状态)
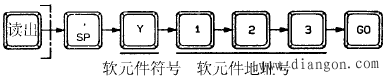
指定元件符号和地址号,从用户程序存储器读出并显示该程序,其基本操作如下图所示。

图 根据元件读出的基本操作
例【 8.4 】读 Y123 的操作步骤是:
2. 程序写入 ( PLC 必须处于 STOP 状态)
按【 RD/WR 】键,使 HPP 处于写( W )工作方式。
( 1 )写入基本指令
基本指令写入有 3 种情况 :
①仅有指令符号,不带元件。
②指令和一个元件。
③指令和两个元件。
这 3 种情况的基本操作如下图所示。
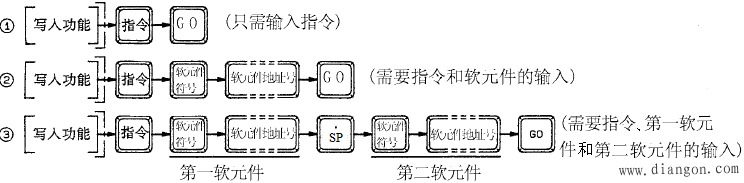
图 写入功能操作示意图
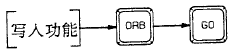
例【 8.5 】输入 ORB 指令,其操作如下:
例【 8.6 】输入 LD X0 指令,其操作如下:
![]()
写入 LDP , ANP , ORP 指令时,在按指令键后,还要按 【 P/I 】键;写入 LDF , ANF , ORF 指令时,在按指令键后还要按【 F 】键;写入 INV 指令时,按【 NOP 】、【 P/I 】和【 GO 】键。
例【 8.7 】输入 OUT T100 K19 指令,其操作如下:
![]()
( 2 )写入应用指令
输入应用指令有两种方法:直接输入指令号;借助【 HELP 】键的功能,在所示的指令一览表中检索指令编号,再输入。其基本操作如下图所示。

( a )直接输入指令方法
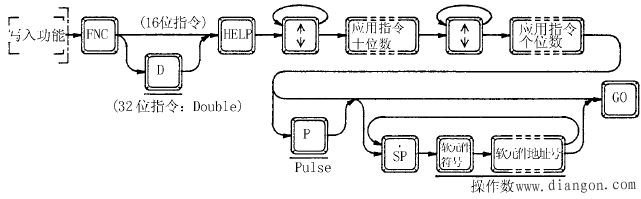
( b )借助【 HELP 】键输入指令方法
图 应用指令写入的基本操作
例【 8.8 】写入数据传送指令 MOV D0 D2 。
MOV 指令的应用指令编号为 12 ,写入步骤如下:
![]()
例【 8.9 】写入数据传送指令( D ) MOV ( P ) D0 D4 。
操作步骤如下:
![]()
例【 8.10 】借助【 HELP 】键的功能写入数据传送指令( D ) MOV ( P ) D0 D2 。
操作步骤如下:
![]()
( 3 )写入指针
写入指针的基本操作如下图所示。若写入中断用的指针,应连续按两次【 P/I 】键。

图 写入指针的基本操作
3. 程序修改 ( PLC 必须处于 STOP 状态)
( 1 )修改指定步序号的指令
例【 8.11 】将某步序号原有的指令改写为 OUT T0 K19 。
根据步序号读出原指令后,按【 RD/WR 】键,使 HPP 处于写( W )工作方式,然后按下列步骤操作:
![]()
( 2 )指令的插入
按 【 INS/DEL 】键使 HPP 处于 I (插入)工作方式,接着按照指令写入的方法将该指令写入,按【 GO 】键后写入的指令插在原指令之前,后面的指令依次后移。
如在 200 步之前插入指令 OR X4 ,在“ I ”工作方式下首先读出 200 步的指令,然后按以下顺序操作:
![]()
( 3 )指令的删除
按 【 INS/DEL 】键使 HPP 处于 D (删除)工作方式,接着按功能键【 GO 】,该指令或指针即被删除。
指定范围的删除:按【 INS/DEL 】键,使 HPP 处于 D (删除)工作方式,然后按下列步骤操作:
![]()
◇联机监视 / 测试
使用 HPP 可以对各个位编程元件的状态和各个字编程元件内的数据进行监视和测试。
1. 联机监视
( 1 )对位编程元件的监视( PLC 必须处于 STOP 状态)
基本操作如下图所示。

图 元件监视的基本操作
以监视 X10 的状态为例,先按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,然后按下列步骤操作:
![]()
这时屏幕上将显示出 X10 的状态。若在编程元件的左侧有字符“ ![]() ”,表示该编程元件处于 ON 状态;若没有,表示它处于 OFF 状态。最多可监视 8 个元件。
”,表示该编程元件处于 ON 状态;若没有,表示它处于 OFF 状态。最多可监视 8 个元件。
( 2 )监视字编程元件( D 、 Z 、 V )内的数据
以监视 16 位数据寄存器 D250 内的数据为例,首先按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,然后按下列步骤操作:

这时屏幕上就会显示出如下图所示的数据寄存器 D250 内的数据。再按功能键【 GO 】,将依次显示 D251 、 D252 等内的数据,且此时显示的数据以十进制表示。
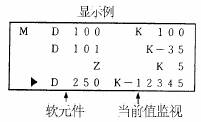
图 16 位元件的监视
( 3 )定时器和计数器的监视
以监视定时器 T100 和计数器 C99 为例,首先按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,然后按下列步骤操作:
![]()
此时屏幕上显示的内容如下图所示。图中第一行末尾显示的数据 K100 是 T100 的当前值,第二行末尾显示的数据 K250 是 T100 的设定值。通过 P 或 R 的右侧有无“ ![]() ”标记,监视输出触点和复位线圈的 ON/OFF 状态。
”标记,监视输出触点和复位线圈的 ON/OFF 状态。
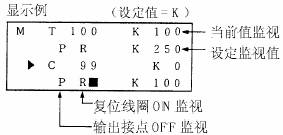
图 定时器和计数器的监视
( 4 )通 / 断检测
根据步序号或指令读出程序,可以监视软元件的触点和线圈的动作。其操作步骤如下图所示。
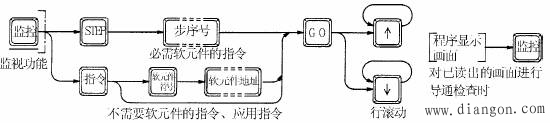
图 通 / 断监视的基本操作
在屏幕显示上,若对应的软元件的触点接通或线圈动作时,则该触点或线圈前面显示“ ![]() ”标记,如下图所示。
”标记,如下图所示。

图 通 / 断的监测
三、脱机编程方式
脱机方式编制的程序存放在 HPP 内部的 RAM 中,联机方式键入的程序存放在 PLC 内的 RAM 中,且 HPP 内部 RAM 中的程序不变。
1. 进入脱机编程方式的方法
有两种方法可以进入脱机( OFFLINE )编程方式:
( 1 ) HPP 上电后,按【 ↓ 】键,将闪烁的符号“ ![]() ”移动到 OFFLINE 位置上,然后再按【 GO 】键,就进入脱机( OFFLINE )编程方式。
”移动到 OFFLINE 位置上,然后再按【 GO 】键,就进入脱机( OFFLINE )编程方式。
( 2 ) HPP 处于联机( ONLINE )编程方式时,按功能键【 OTHER 】进入工作方式选择,此时闪烁的符号“ ![]() ”处于 OFFLINE MODE 位置上,接着按【 GO 】键,就进入脱机( OFFLINE )编程方式。
”处于 OFFLINE MODE 位置上,接着按【 GO 】键,就进入脱机( OFFLINE )编程方式。
2. 工作方式
在脱机编程方式下,可供选择的工作方式共有以下 7 种:
( 1 ) ONLINE MODE ;
( 2 ) PROGRAM CHECK ;
( 3 ) HPP <-> FX ;
( 4 ) PARAMETER ;
( 5 ) XYM..NO.CONV. ;
( 6 ) BUZZER LEVER ;
( 7 ) MODULE 。
选择 ONLINE MODE 时, HPP 进入联机编程方式。 PROGRAM CHECK 、 PARAMETER 、 XYM..NO.CONV. 、 BUZZER LEVER 的操作和联机编程方式下相同。
3. 程序传送
选择 HPP <-> FX 时,若 PLC 内没有安装存储器卡盒,屏幕显示的内容如下图所示。按功能键【↑】或【↓】将“ ![]() ”移动到需要的位置上,再按功能键【 GO 】就执行相应的操作。其中 HPP → RAM 表示将 HPP 的 RAM 中的用户程序传送到 PLC 内的用户程序存储器中,这时 PLC 必须处于 STOP 状态。 HPP ← RAM 表示将 PLC 内部存储器中的用户程序读入 HPP 内的 RAM 中, HPP : RAM 表示将 HPP 内 RAM 中的用户程序与 PLC 存储器中的用户程序进行比较, PLC 处于 STOP 或 RUN 状态时都可以进行后两种操作。
”移动到需要的位置上,再按功能键【 GO 】就执行相应的操作。其中 HPP → RAM 表示将 HPP 的 RAM 中的用户程序传送到 PLC 内的用户程序存储器中,这时 PLC 必须处于 STOP 状态。 HPP ← RAM 表示将 PLC 内部存储器中的用户程序读入 HPP 内的 RAM 中, HPP : RAM 表示将 HPP 内 RAM 中的用户程序与 PLC 存储器中的用户程序进行比较, PLC 处于 STOP 或 RUN 状态时都可以进行后两种操作。
|
3. HPP <-> FX
HPP ← RAM HPP : RAM |
图 屏幕显示
- 营销微信
- 报单询价扫一扫
-

- 技术微信
- 技术问题扫一扫
-